How to Balance Performance and Budget: A Buying Guide for Cost-Effective Atomic Absorption Spectrometers (AAS)

Executive Summary
Selecting the right atomic absorption spectrometer (AAS) is a high-stakes decision—premium instruments strain budgets, while entry-level models often lack the stability required for regulatory compliance. Procurement teams must also weigh the reliability and support offered by different atomic absorption spectrophotometer manufacturers, making the choice far more complex than comparing specs alone.
This guide provides a data-driven framework to help you:
- Choose the right technology – Flame AAS vs. graphite furnace AAS
- Verify performance – Quantifiable KPIs that matter
- Calculate true ROI – Beyond the initial purchase price
- Prepare for operation – Practical troubleshooting and maintenance
Core Technology Overview: Flame AAS vs Graphite Furnace AAS
Before evaluating instrument prices and performance, laboratories must clarify the core differences between the two mainstream atomization technologies, as this determines equipment configuration matching and overall procurement budget. Most medium and high-standard professional laboratories adopt a dual-mode integrated solution combining two core detection technologies to cover full-concentration metal element detection scenarios. Each technology serves unique testing needs, making rational configuration selection the key to balancing lab performance and cost. For routine high-efficiency testing, labs rely on stable flame AAS systems to handle large-batch conventional sample analysis.
1. Basic Functional Positioning
Flame AAS is designed for high-throughput detection of conventional metal elements at the ppm (parts per million) level. It features fast detection speed, simple operation, and stable repeatability, making it suitable for routine quantitative analysis of copper, zinc, iron, and manganese in water bodies, industrial raw materials, and finished products.
For ultra-low concentration testing scenarios, specialized equipment is required to capture trace heavy metal content. It supports ultra-low concentration testing of toxic and harmful elements such as lead, cadmium, and arsenic, which are mandatory testing indicators for environmental water quality, food safety, and agricultural product supervision. In these high-precision scenarios, high-sensitivity graphite furnace AAS becomes the irreplaceable core configuration for professional laboratories.
2. Professional Technical Parameter Comparison Table
The following comparative data are all derived from the Macy Lab Technical Whitepaper – AA-1800H Series, with authentic and repeatable test indicators, providing an objective technical reference for equipment selection:
| Core Feature | Flame AAS | Graphite Furnace AAS |
| Detection Limit (Cu) | 0.002 μg/mL | Ultra-high sensitivity |
| Single Sample Throughput | <30 seconds per sample | 2-3 minutes per sample |
| Applicable Concentration | 0.015 μg/ml/1% (Cu) conventional constant concentration | Trace to ultra-trace concentration |
| Atomization Temperature Range | 2,100°C – 2,800°C | Up to 3,000°C |
| Core Application Scenarios | Batch routine detection, industrial quality inspection | Environmental supervision, food safety trace detection |
Key KPI Benchmarks for Evaluating AAS Instrument Performance
When screening qualified professional instrument suppliers, laboratories should abandon subjective marketing descriptions and strictly verify quantitative KPIs. The following core indicators are the key standards to distinguish high-value instruments from inferior products, taking the AA-1800H integrated atomic absorption spectrometer as the standard reference. Professional atomic absorption spectrophotometer manufacturers always prioritize these quantifiable parameters in product design and quality control.
1. Optical System Precision (Core Accuracy Guarantee)
The optical system determines the fundamental detection accuracy of the instrument. The AA-1800H adopts a 1800 lines/mm large-area concave grating and a fully enclosed optical structure. All optical lenses are treated with professional quartz coating, which effectively reduces light loss and avoids environmental interference. The instrument supports a full wavelength range of 190-900nm, with ultra-high wavelength accuracy of ≤±0.15nm and five-speed adjustable spectral bandwidth. It is equipped with automatic peak searching and one-key optical optimization functions, greatly reducing manual calibration errors and operation thresholds.
2. Baseline Stability (Long-Term Operational Stability)
Baseline stability is a key indicator to reduce repeated calibration costs and improve detection efficiency. High-quality AAS equipment requires excellent anti-interference ability in long-term operation. The AA-1800H achieves a static baseline drift of ≤±0.002A/30 minutes and a dynamic baseline drift of ≤±0.005A/30 minutes, with a full absorbance detection range of 0-4A. This ultra-stable performance ensures continuous and accurate detection results during long-term unattended operation, avoiding repeated debugging and data invalidation caused by baseline drift.
3. Multi-Dimensional Safety Protection Mechanism
Conventional atomization technology involves acetylene fuel combustion, and ultra-high temperature detection works under extreme temperature and high-pressure conditions, so safety protection is indispensable for laboratory operation. The AA-1800H integrates a full set of professional safety mechanisms: gas leakage real-time alarm, flame anti-backfire automatic protection, abnormal power failure automatic cut-off, and graphite tube real-time temperature monitoring. All safety configurations meet international laboratory safety standards, eliminating potential safety hazards in batch detection and making flame AAS operation safer and more stable for long-term use.
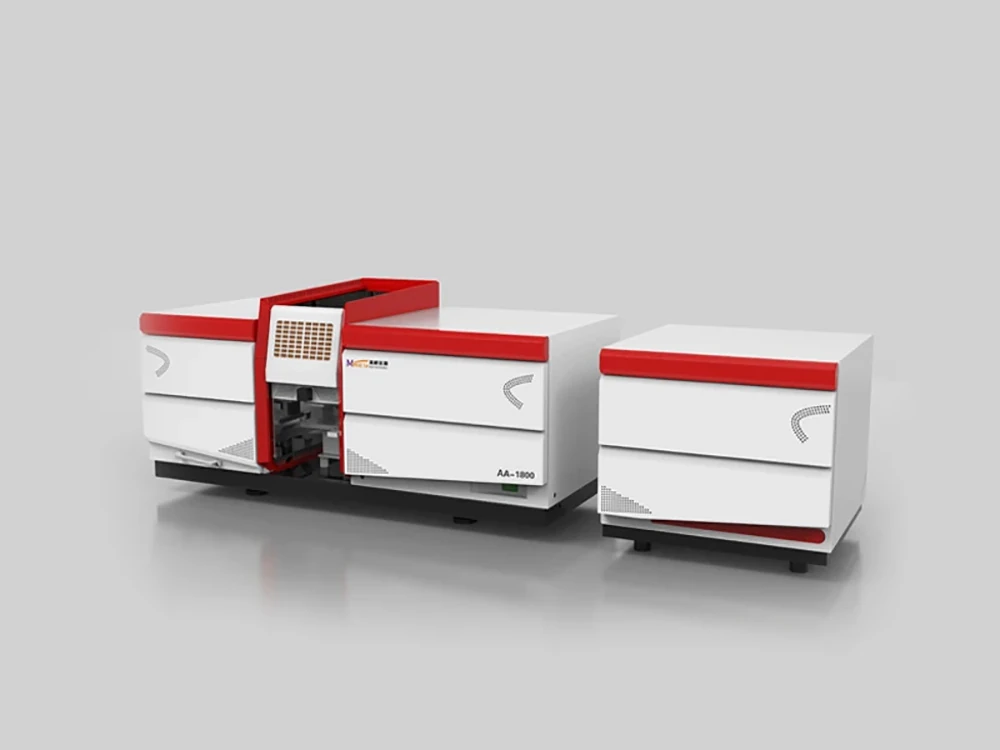
Product Spotlight: AA-1800H Dual-Mode Integrated AAS System
As a representative cost-effective model in the mid-range market, the AA-1800H perfectly integrates dual-mode atomization functions, overcoming the limitations of single-function instruments and avoiding the high procurement cost of purchasing two separate devices. It balances high-end performance and reasonable instrument investment, becoming the mainstream choice for environmental monitoring, scientific research and chemical metallurgy laboratories. For labs with limited budgets, its reasonable atomic absorption spectrometer price and full-scenario performance create outstanding comprehensive value.
In terms of detection systems, the AA-1800H is equipped with an imported high-sensitivity photomultiplier tube detector, matched with deuterium lamp + self-absorption dual background correction technology, which can effectively eliminate matrix interference of complex samples and improve the accuracy of trace element detection. For ultra-trace testing modules, it adopts a longitudinal heating design and longitudinal optical temperature monitoring technology, supporting 20-stage linear and non-linear intelligent temperature rise programs, with a maximum temperature of 3000°C and up to 20 times in-furnace enrichment, greatly improving detection sensitivity. This optimized design makes its graphite furnace AAS module far more competitive than ordinary single-function equipment.
In terms of flame atomization configuration, the instrument uses a full-titanium universal combustion head (50mm/100mm), matched with a polymer explosion-proof and anti-corrosion atomization chamber and high-efficiency glass nebulizer. The overall atomization efficiency is significantly improved, with stable and repeatable detection data, and the precision RSD is less than 0.5%, fully meeting the daily batch detection needs of professional laboratories.
ROI Calculation: Evaluate Long-Term Value Beyond Initial Price
When calculating the total cost of AAS laboratory equipment, the upfront instrument purchase cost only accounts for a small proportion of the entire lifecycle investment. Long-term operational expenditures, including labor costs, consumable replacement, and routine maintenance, largely determine the overall economic return. According to the 2025 global laboratory instrument operation data released by Business Research Insights (official URL: https://www.businessresearchinsights.com/jp/market-reports/atomic-absorption-spectroscopy-instrument-market-106370), mid-range dual-mode integrated systems deliver the highest comprehensive cost performance in mainstream laboratory scenarios. The AA-1800H features a verified 12-month investment payback cycle, offering tangible and sustainable cost-saving benefits for commercial and scientific laboratories, with its accessible atomic absorption spectrometer price bringing faster capital recovery.
1. Labor Cost Savings
The fully automatic detection function of the AA-1800H supports unattended detection of 50 samples per batch. Compared with traditional manual debugging equipment, it reduces manual labor investment by 60%. Based on 1,000 annual detection batches, it can save about 800 working hours annually, equivalent to approximately $18,000 in labor cost savings, greatly reducing the long-term human resource expenditure of the laboratory.
2. Consumable and Maintenance Cost Optimization
The high-efficiency nebulizer and optimized atomization structure improve sample atomization efficiency by 30% and reduce sample consumption by 25%. At the same time, the longitudinal temperature monitoring design of the ultra-trace detection module avoids graphite tube overheating and aging, extending the service life of graphite furnace consumables by 20% compared with ordinary models. The high-stability fully enclosed optical system also reduces the frequency of lens cleaning and replacement, lowering daily maintenance costs. This consumable advantage further enhances the cost performance of its graphite furnace AAS configuration.
3. Investment Return Cycle Verification
For standard environmental monitoring and industrial testing laboratories, the comprehensive annual cost savings of labor, consumables and maintenance can cover the equipment procurement cost. The average investment payback period of the AA-1800H is only 12 months, far ahead of the industry average level, with extremely high long-term operational value.
Real Laboratory Case Study: Environmental Monitoring Efficiency Upgrade
A provincial environmental monitoring center is responsible for routine testing of heavy metals—including copper, cadmium, lead, and chromium—in drinking water, surface water, and industrial wastewater across its jurisdiction. The laboratory faced three persistent challenges: large daily sample volumes, complex and variable sample matrices, and high demands for detection throughput and efficiency.
After evaluating multiple suppliers, the center selected the AA-1800H dual-mode integrated AAS system from Macy Lab. Leveraging its combined flame AAS + graphite furnace configuration, the instrument enables precise detection of heavy metals across a wide concentration range:
For macro-level (routine) elements: The flame AAS module delivers rapid analysis with a single-sample detection time of less than 30 seconds, ensuring high-throughput processing of bulk samples.
For trace-level (toxic) elements: The graphite furnace AAS module, paired with in-furnace enrichment functionality, achieves a detection limit as low as 0.002 μg/mL—fully compliant with national standards such as the Standards for Drinking Water Quality.
Beyond analytical performance, the AA-1800H’s fully automated features—including autosampling, automatic peak searching, and one-key optical optimization—significantly reduce operator workload. Each batch can process over 50 samples with minimal manual intervention, increasing overall laboratory efficiency by more than 40% compared to the previous equipment.
As a result, the center has successfully completed its routine water quality monitoring tasks on schedule, with improved data reliability and reduced operational strain on technical staff.
International Compliance and Authoritative Certifications
Complete international certifications serve as the core credential to verify instrument qualification, stability, and global applicability. Premium instrument suppliers strictly implement international production and testing standards to ensure their instruments meet universal laboratory accreditation requirements worldwide. The AA-1800H holds a full set of valid international certifications recognized globally, with all certification records compliant with EU and North American laboratory access standards. Formal and reliable atomic absorption spectrophotometer manufacturers always provide complete certification documents to support global client verification.
- CE 2014/35/EU European Safety Certification
- ISO9001:2015 Quality Management System Certification
- ISO14001:2015 Environmental Management System Certification
- RoHS Environmental Compliance Certification
- FCC Electromagnetic Compatibility Certification
All certification documents, technical whitepapers, and parameter test reports are available in standard PDF formats for client review, bidding verification, and laboratory qualification filing. These authoritative documents fully guarantee the traceability and credibility of test data for global commercial detection and academic research scenarios.
Professional FAQ: Troubleshooting & Daily Maintenance
To help laboratories solve common operational and failure problems in daily use of dual-mode atomic absorption equipment, the following authoritative Q&A sorts out high-frequency problems and standardized solutions, covering daily operation, troubleshooting and maintenance of both mainstream atomization systems, including core flame AAS and ultra-trace graphite furnace AAS modules.
Q1: Why does the instrument fail to ignite, or why does the flame extinguish automatically after ignition?
A1: First, verify that the gas supply pressures meet the specified requirements: acetylene pressure should be maintained at 0.07–0.09 MPa, and air pressure at 0.20–0.30 MPa. Next, inspect the entire gas path for leaks by opening the rear panel and applying a soap solution to all fittings—observe whether any bubbles form. Then, confirm that the burner head and spray chamber are correctly seated and that all O-rings and seals are intact. Finally, examine the ignition wire and flame sensor; if the ignition wire appears blackened or broken, it must be replaced.
Q2: Why is the measurement repeatability poor, and why is the RSD value excessively high?
A2: First, check whether the nebulizer or burner head is partially blocked. If so, soak them in 10% (v/v) nitric acid solution, then rinse thoroughly with deionized water. Next, evaluate whether the sample solution is homogeneous and whether matrix interference exists—this can be mitigated by diluting the sample or adding an appropriate matrix modifier. Then, verify wavelength calibration using a copper standard solution; the deviation should be within ±0.15 nm. Finally, for graphite furnace operation, inspect the graphite tube for cracks or burn marks, and replace it if any signs of aging are observed.
Q3: Why does the baseline drift excessively, and why is it impossible to achieve a stable signal?
A3: First, ensure that the ambient temperature is stable and that the instrument is not exposed to direct airflow from air conditioning units; temperature fluctuations should be kept within ±2 °C. Next, inspect the optical system for moisture—open the optical compartment cover and check for fogging on the mirrors; if present, wipe gently with optical-grade lens tissue and activate the built-in desiccation function. Then, verify that the power supply is stable and that the instrument is not sharing a circuit with high-power equipment; consider using a voltage stabilizer if necessary. Finally, check the deuterium lamp and hollow cathode lamp for reduced energy output, and replace them if performance has declined
Q4: Why is there severe background interference and abnormally high absorbance readings in graphite furnace AAS?
A4: First, optimize the furnace temperature program by increasing the ashing temperature and extending the ashing hold time to allow the matrix to volatilize more completely before atomization. Next, add a suitable matrix modifier, such as palladium nitrate or ammonium nitrate, to effectively reduce background absorption. Then, confirm that the deuterium background correction function is enabled and that the energy levels of the deuterium lamp and hollow cathode lamp are properly matched. Finally, inspect the graphite tube for proper seating and check the condition of the graphite cones—replace them if any erosion or pitting is found.
Q5: Why does the autosampler fail to operate, and why is there no sample uptake or syringe movement?
A5: First, check whether the sampling needle is clogged or bent. If clogged, sonicate it in deionized water; if bent, replace it with a new needle. Next, inspect the pump tubing for trapped air bubbles and initiate the purge function to expel any air from the lines. Then, verify that the limit sensors on the autosampler arm are unobstructed and properly aligned; if a sensor is damaged, reposition or replace it. Finally, test the drive motor—if the motor does not respond or exhibits abnormal behavior, do not attempt disassembly; contact the manufacturer’s authorized service representative for professional repair.
Conclusion
As a mature dual-mode integrated AAS solution, the AA-1800H delivers precise optical performance, comprehensive safety protection, intelligent automated operation, and fast ROI advantages that align perfectly with the procurement needs of overseas commercial laboratories and scientific research institutions. Partnering with qualified and trustworthy atomic absorption spectrophotometer manufacturers and adopting integrated dual-mode equipment effectively maximizes laboratory input-output ratio, reduces long-term operational risks, and realizes optimal balance between professional detection performance and budget control.
If you are interested, please contact us. We can provide PDF copies of all relevant certifications, including CE, ISO 9001 (Quality Management System), ISO 14001 (Environmental Management System), RoHS, and FCC certificates.
- Like
- Reply
-
Share


About Us · User Accounts and Benefits · Privacy Policy · Management Center · FAQs
© 2026 MolecularCloud